




联系我们
-

电话: 13952261763
-
QQ: 421667210
-

邮箱: 421667210@qq.com
-

公司地址: 江苏省徐州市泉山区三环南路工程学院东300米 工厂地址:徐州市西环G311国道省界前一公里处
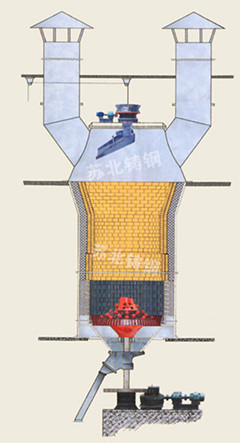
大直径水泥机立窑和水泥回转窑的区别及安全生产规程

【大直径水泥机立窑和水泥回转窑的区别】
目前主要有两大类,一类是窑筒体卧置(略带斜度),并能作回转运动的称为(也称旋窑);另一类窑筒体是立置不转动的称为立窑。
水泥回转窑的类型即特点:
水泥工业在发展过程中出现了不同的生产方法和不同类型的回转窑,按生料制备的方法可分为干法生产和湿法生产,与生产方法相适应的回转窑分为干法回转窑和湿法回转窑两类。由于窑内窑尾热交换装置不同,又可分为不同类型的窑。回转窑的分类大致如下:
1、干法回转窑的类型:干法回转窑与湿法回转窑相比优缺点正好相反。干法将生料制成生料干粉,水分一般小于1%,因此它比湿法减少了蒸发水分所需的热量。中空式窑由于废气温度高,所以热耗不低。干法生产将生料制成干粉,其流动性比泥浆差。所以原料混合不好,成分不均匀。
2、湿法回转窑的类型:用于湿法生产中的水泥窑称湿法窑,湿法生产是将生料制成含水为32%~40%的料浆。由于制备成具有流动性的泥浆,所以各原料之间混合好,生料成分均匀,使烧成的熟料质量高,这是湿法生产的主要优点。
水泥立窑的类型即特点:
我国目前使用的立窑有两种类型:普通立窑和机械立窑。普通立窑是人工加料和人工卸料或机械加料,人工卸料;机械立窑是机械加料和机械卸料。机械立窑是连续操作的,它的产、质量及劳动生产率都比普通立窑高。根据建材技术政策要求,小型水泥厂应用机械化立窑,逐步取代普通立窑。
【大直径水泥机立窑安全生产规程】
水泥机械化立窑安全生产规程
(1990年1月8日 国家建筑材料工业局 建材生管发[1990]7号文颁发)
章 总 则
条 为防止水泥机械化立窑(以下简称机立窑)发生“窑喷”事故,保护国家财产和保障职工的人身安全,制定本规程。
第二条 本规程适用于使用机立窑的水泥企业(以下简称“企业”)。
第三条 企业领导要牢固树立“安、预防为主”的思想,建立和健全机立窑安全生产管理制度和责任制,在组织生产过程中,必须把安全工作放在首位,当生产与安全发生矛盾时,生产必须服从安全。
第四条 企业要积极推广应用现代化的管理方法和新技术,以提高企业的安全技术素质,改善劳动条件。
第二章 安全生产管理
第五条 企业的法定代表人是企业安全生产的责任者。企业必须建立与生产相适应的安全生产管理机构。形成由厂部、车间、班组三级人员组成的安全生产管理体系;烧成车间(立窑车间)必须设立安全管理小组,配备专职或兼职安全员。
第六条 企业要实行机立窑安全生产大检查制度,厂部每季度要检查一次,车间每月要检查一次,班组要经常检查。对检查出的事故隐患必须整改。
第七条 企业应建立窑长统一指挥下的看火操作责任制,实行“三班保一窑”的煅烧管理措施和单窑考核产量、质量的办法,以利于稳定机立窑热工制度。
第八条 各车间必须建立必要的生产报表,健全交接班制度。每班必须按生产报表的要求,做好原始记录,烧成车间还应详细记录物料煅烧情况和有关生产工艺数据,为下一班生产创造条件。
第九条 企业职工必须遵章守纪,严格执行岗位责任制,做好本职工作。看火工上班期间严禁脱岗、睡觉、串岗和酒后上岗。
第十条 看火工有拒绝违章指挥和在危及人身安全的情况下,采取应急措施的权利。
第十一条 企业应按规定发放劳动保护用品,加强劳动保护用品的使用管理。看火工上岗必须按规定穿戴各种劳动保护用品。
第三章 生产工艺与设备管理
第十二条 企业应积极推广应用预加水成球(预湿成球)、闭门烧窑和微电子控制等新技术。
第十三条 企业的化验室应按《立窑水泥企业质量管理规程》的规定,加强对原材料、燃料的管理与控制,设计合理的配料方案;搞好生料予均化、严禁出磨生料直接入窑煅烧,保证煤料对口,为稳定机立窑热工制度创造条件。
第十四条 烧成用煤量原则上由化验室一次下达指标,看火工根据入窑生料和窑情,可作小范围的增减,但调整后必须与化验室联系,严禁大增大减。
第十五条 机立窑配煤工艺必须具备下列条件:
(一)料、煤配比要准确可靠(生料流量波动不大于4%,煤流量波动不大于3%),并在入成球盘前均匀混合;
(二)能连续均衡地向成球盘料。
第十六条 入窑料球必须颗粒均齐、水份适宜、热稳定性好和具有一定的强度。严防粉料和大块泥团入窑,以保证窑内通风均匀和减少通风阻力。
第十七条 机立窑卸料装置必须具有多级调速或无级调速性能,料封出料必须自动控制。
第十八条 企业应采用热工仪表检测机立窑生产,窑面控制室应安装卸料速度显示仪表、鼓风机电流表和紧急停风装置。
第十九条 企业必须及时更换机立窑耐火砖避免因过度磨蚀造成架窑。
第二十条 在机立窑烘窑、点火前,必须对熟料煅烧系统的所有主辅机设备进行严格检查,全线空载试车正常后才能开窑点火。
第二十一条 窑面操作平台必须设置具有躲避“窑喷”伤害的安全室和安全平台。
第四章 煅烧操作管理
第二十二条 机立窑煅烧操作必须按《水泥机械化立窑看火工操作守则》进行。
第二十三条 煅烧操作工具必须集中或按规定放置。
第二十四条 加料操作应按压二肋、盖边部、提中间的原则进行,严禁向中间加料。
第二十五条 差热煅烧时,必须严格控制划分中、边料的加料区,中边混合料加到中边料交界处。
第二十六条 以稳定“”的操作法为原则,严格控制加料、卸料、用风,避免猛增猛减。
第二十七条 在正常加料与卸料的情况下,出现窑面料位随加料逐步升高或风机电流表等其它异常现象时,应立即查明原因,并采取相应防范措施。
第二十八条 机立窑煅烧过程中,窑内出现偏火和中间火深时,应视偏火和中间火深的不同程度及时处理。
第二十九条 当停窑后重新开窑前,应先开卸料机、证实窑内未产生架空等异常现象时,再开风机煅烧。
第五章 安全教育与培训
第三十条 企业应定期组织看火工及有关人员学习机立窑安全生产规程,每年不少于两次。
第三十一条 机立窑看火工实行持证操作制度。看火工必须参加由省级主管部门组织的培训,经考试合格后统一发证。新看火工在有经验的看火工的指导下实习6个月后才能独立操作。
第三十二条 烧成车间职工应接受必要的紧急救护训练。
第六章 事故处理
第三十三条 企业发生“窑喷”伤人事故时,必须按国务院颁发的《工人、职员伤亡事故报告规程》和国家建筑材料工业局颁发的《建材工业职工伤亡事故管理办法》等有关规定,迅速组织抢救和向上级主管部门报告。
发生重大伤亡事故时,上级主管部门负责人、企业领导必须及时赶到现场指挥抢救并保护现场。坚持按“三不放过”(事故原因不清楚不放过、事故责任者及广大职工群众受不到教育不放过、安全措施不落实不放过)的原则进行事故的调查处理工作。
第三十四条 发生“窑喷”事故,即使没有造成人员伤亡,企业也应查清原因,采取相应的预防措施,杜绝类似事故再次发生。
第七章 附 则
第三十五条 本规程由国家建筑材料工业局负责解释。
第三十六条 本规程自发布之日起执行。
附:
水泥机械化立窑看火工操作守则
章 总 则
条 为提高水泥机械化立窑(以下简称机立窑)的看火工(以下简称“看火工”)操作技术水平和分析判断及处理问题的能力,防止“窑喷”事故发生,保障安全生产,制定本守则。
第二条 机立窑看火工应遵守本守则。
第三条 看火工上岗时,必须严格遵守操作规程和劳动纪律,严禁违章作业;不准脱岗、串岗、睡觉和酒后上岗。不准无关人员在窑面滞留。
第四条 看火工上岗时,必须认真穿戴规定的劳动保护用品:穿棉织衣服、劳保皮鞋、戴防护口罩、手套和防护镜。严禁穿化纤服装、短裤、背心、凉(拖)鞋;不准卷衣袖和裤脚。
第五条 看火工操作时,必须思想集中,认真做好记录,注意窑情变化,及时采取相应措施,避免和减少各种异常窑情的发生。
第六条 实行窑长负责制,在窑长的统一指挥下操作。做到上班为下班、三班保一窑。
第二章 开窑操作
节 填窑及烘窑
第七条 在填窑前,必须对卸料篦齿进行认真、细致的检查。严防金属物等其它硬性异物遗留而造成卸料故障。
第八条 填窑前必须进行全系统机电设备空负荷运转20~30分钟,确认运转正常,仪表、信号等可靠,才能进行填窑和开窑生产。
第九条 填窑一般可选用大块熟料、废砖等块状物料,但严禁用过火废砖、高强耐火等硬质材料填窑,填窑物料中严防夹带金属物品。
第十条 填窑时应先从窑下检修门投料,用填窑物料将卸料篦齿盖住,然后,再从各窑门将填窑物料均匀填入窑内四周,使窑内各部位填料密实度一致。
第十一条 凡新建、全部更换窑衬的机立窑,必须进行三次分段填卸和烘窑。次,填窑物料应填至全窑高度的1/3,启动下料篦齿,将填窑物料卸至铁砖以上两个砖位,然后铺上木柴,用废机油、刨花等引火物点燃,待木柴燃旺后再均匀撒煤(煤块(40毫米),用小风、低温(400℃左右),烘烤窑衬8~12小时。第二次,填窑物料填至全窑高度的2/3处,可按次烘窑的方法和要求进行烘窑。第三次,填窑物料填至喇叭口下300~400毫米,填窑完毕进行5~10分钟的卸料,再点火加煤,温度要逐渐升高。烘烤至耐火砖呈红色,烘烤约24小时。烘窑完毕,准备开窑点火。
第二节 点火前的准备
第十二条 点火前应准备好引火柴(禁止使用大块木柴和树桩)、无烟煤(粒径(40毫米)及废油。
第十三条 检查能维持连续生产的生料和燃料的储存量。
第十四条 备齐煅烧操作工具:如大锤、铁钎、火钩、铁铲和扫帚等,并按规定放置。
第三节 点火操作
第十五条 先将窑内物料卸出约1米厚,以松动物料,然后扒平窑内物料,启动风机,吹走积灰,停止供风。在窑面上均匀铺好木柴等易燃物,并撤入废油。从二肋处和中间点燃3个以上引火点,待整个窑面的木柴均匀着火并烧旺后,再分若干次均匀撤煤,煤层总厚度不大于300毫米,同时开小风助燃。点火时的鼓风操作应遵循微风助燃、逐渐加大的原则。点火时的加料操作,应在窑内煤火层均匀完整形成、窑壁四周的耐火砖烘烤烧红后方可进行。
第十六条 开始加料应采用加加停停的方法进行,遵循频撤薄盖的原则,使窑内通风始终保持良好。每次加料控制在200~300毫米,然后停止加料,提火5~10分钟,严防把火压灭。开始加料可适量增煤用量,直至形成,温度正常。
第十七条 点火时的卸料操作必须在保证稳定的前提下进行。当料面加到距喇叭口300~500毫米时,形成良好,可用慢速卸料,使窑面下降300~500毫米,停止卸料,调正,如窑壁无异常现象,才能连续进行加料操作。若有炼结或架空现象,必须及时处理。
第十八条 点火操作过程,必须按照“加加、停停、烧烧、卸卸”的短时间循环原则进行,直至形成稳定后,才能进入正常煅烧。
第三章 正常煅烧操作
第十九条 机立窑正常操作就是调整、平衡和稳定,以达到稳定机立窑热工制度的目的。看火工必须坚持正常的煅烧操作,严禁间歇加、卸料的“机窑土烧”操作。
第二十条 正常煅烧状态下的窑面应呈浅锅底形,边部料面距离窑口100~200毫米,上层的位置在扩大口的中部,湿料层厚度为300~500毫米;起火较快,边部下露火苗,烟气浓白升腾有力;二肋起火均匀,不龇火;中部烟气上升较快。
第二十一条 看火工应根据企业的要求和工艺条件,采用暗火、浅暗火煅烧。严禁明火操作。
第二十二条 看火工操作时,必须遵循以下原则:
(一)加料操作:按压二肋、盖边部、提中间的方法煅烧正常时,应固定加料区域。
(二)卸料操作:必须坚持连续卸料,保持动态平衡。
(三)煅烧操作法:一稳、二合理、三平衡、四勤。
一稳:稳定。稳定的具体内容就是稳定层的位置、厚度、正常的温度和均匀完整性。
二合理:合理用风,合理卸料。
合理用风是在正常煅烧时,保持稳定的全风操作和根据窑内底水平衡程度、通风阻力大小,适当加减用风量;
合理卸料是正常煅烧时实现连续卸料并保持料面稳定在一定的高度。
三平衡:加料、卸料和用风量三者之间的平衡。
在保持窑面与窑口距离、位置不变的条件下,使加料量与卸料量相平衡;
在保持稳定的前提下,使卸料速度与上升速度相平衡;
在保持湿料层不变的情况下,使加料速度与上升速度相平衡。
四勤:勤观察热工仪表;勤观察加料量与卸料量的变化情况;勤与各有关岗位联系;勤处理异常窑情。
(四)在正常操作时,不得无故敞开窑门;处理异常窑情后,必须立即关闭窑门。
第四章 异常窑情的煅烧操作
节 龇 火
第二十三条 龇火处理的原则是采取堵风洞(风眼),增加龇火区域附近料层的通风阻力,使其窑面通风均匀。
第二十四条 若窑内某部位龇火不断或二肋龇火严重,无法用钩子捣实时,应适当减风,打碎龇火风洞周围的局部结块,适量压盖湿料球,重新培养龇火处的层。
第二节 偏火处理
第二十五条 偏火处理的原则是;调整窑面上火快慢两处的层垂直方向上的上移、下移的两种不同速度,即加快上火快处层的下移速度和上火慢处层的上移速度,使之趋于一致,以求实现上火快、慢两处层水平位置的平衡。
第二十六条 窑内形成偏火时应首先判明是“固定偏火”还是“移动偏火”。若属“固定偏火”,应从工艺设备上找出偏火的原因,采取相应的措施及时处理;若属“移动偏火”,应从操作上判明原因,进行处理。
第二十七条 轻度偏火的处理。层轻度倾斜,但整个层未错开断裂,向下移动的速度基本一致时,可在上火快处多加料,在上火慢处少加料或不加料,并在上火慢处插钎引风的方法调整。
第二十八条 局部三肋火深偏火的处理
(一)上火快处减少加料量,减缓该处层的燃烧速度。
(二)不断撬掉上火块处形成的结块,打碎后,移至上火慢处,迫使火快处层减慢燃烧速度的同时加速向下移动。
用上述方法反复操作,直至层位差消除后转入正常操作。
第二十九条 局部粘结于深部窑壁的偏火处理。
(一)停止卸料,向上火快处集中加料,促火慢处三肋与二肋层位置向上移动。
(二)待窑面物料装满后,停止加料。在不减风的情况下卸料,直至粘结窑壁大块全部暴露后停止卸料,将粘结窑壁大块全部打碎撬拨到火慢处。
(三)用上述方法处理后,在不卸料的情况下,火慢处根据层温度高低程度,少加或暂时不加料,让其散失一部分热量,防止窑壁重新粘边。
(四)加料过程中,不断将火快处新形成的大块撬拨到火慢处。
经上述处理,偏火仍未完全扭转时,卸料松动窑口,继续用压上火快逼风的方法提上火慢处。
(二)在火慢处不发生龇火的情况下,控制用风,并适当减少加料量和卸料量。
(三)采用两侧压料法加料,并在上火快处酌情加料。
第三节 中间火深处理
第三十二条 窑温过高或煤粒过粗造成的中间火深,应严格控制外加煤用量及粒度。
第三十三条 一般性中间火深的调整方法是降低卸料速度、减少中部加料量,促使中间火上移。
第三十四条 中火过深的调整方法是适当减慢卸料速度或短时间停止卸料,改二肋加料为边部加料,加速中部通风。必要时可用插钎方法,由窑中心区向二肋斜插钢钎引风。
第四节 炼边、结圈处理
第三十五条 炼边较浅时,可减少加料量或停止加料,加快卸料速度使炼边物料全部暴露后,用钢钎打碎撬拨到窑中心,扒平料面,恢复正常加料;粘结边较深时,应停止加料,卸料至窑壁粘结物全部暴露后,停止鼓风,用钢钎撬松清除干净,然后适当加料用小风调整。
第三十六条 当结圈处在喇叭口上半部,可减少加料量。加快卸料速度,待结圈全部暴露后打碎结圈,恢复正常操作;当结圈大部分处在喇叭口下半部时,必须停止加料,加快卸料速度,加卸边提火,待结圈全部暴露后,停止卸料,停风后打碎结圈,将大块红火块撬至中部,开小风、加料,直至形成。
第五节 垮边、掉洞、抽心处理
第三十七条 煅烧过程中发生局部垮边,掉洞,应停止卸料,提起,再将未垮边处红料块撬拨到垮边,掉洞处,在红料块上加少许料球,继续煅烧。
第三十八条 窑内发生抽心时,边部一般有炼边、结瘤,应停止加料,继续卸料,直到窑壁粘结物全部暴露后停止送风,用长钢钎撬打其根部,然后在粘结块或结圈最薄处,打开一缺口,使窑圈粘料自动落下,处理干净后再重新培养。
第三十九条 发生严重垮边、掉洞时,应立即停止加料、卸料,用熟料或砖块填入洞内,并拨些红料块或适当加些外加煤,再布撒料球,加料时重点加在火快区域,火慢区采用暂时不加料或间断少加料,开始用风时,以小风养火,逐步加大风量。待塌落区域新的层培养形成后,再按正常煅烧方法煅烧。
第六节 架窑处理
第四十条 架窑(也称卡窑)可分上部架窑和下部架窑两种。
上部架窑:能正常量卸出熟料,但上部物料降落缓慢或完全不沉落。此种架窑一般都在扩口部位。
下部架窑:卸不出熟料或间接卸出少量碎料,导致上部物料不能降落。此种架窑一般发生在卸料篦子上部。
第四十一条 发生上部架窑时,应立即停风停料、减慢卸料速度,选择窑内薄弱环节打破缺口,沿着缺口逐步打掉架窑的物料(严禁入窑内处理),拨平窑面,送风加料煅烧。
第四十二条 处理下部架窑必须关闭、栓紧窑门,采取安全防护措施停止加料,继续卸料,鼓全风,加速红火料柱冷却和拱架的大块熟料风化降落,一次不落可采用暂停风再开全风的方法反复几次,如仍不下落,则可在做好安全措施的条件下,打开窑下检修(视)门,用长钢钎打掉架窑物料。
第五章 停窑操作
第四十三条 如遇设备故障或停窑检修等情况需停窑1天以内,待停风后,在窑面加盖约300毫米厚的湿料球(水份在14~17%),同时停止加料与卸料。
第四十四条 若停窑时间1天以上,7天以内,需作封窑处理。停窑前应调整并稳定、停风后,将窑面料位卸落至距离窑口1米左右后停止卸料;清除窑壁粘结物;向窑内加盖600~800毫米厚的,适当增大了外加煤和水份的湿料球。
第四十五条 更换扩口耐火砖应熄火停窑。停止加料后,一边鼓风一边卸料,使窑面下降至喇叭口下口时停止卸料,继续鼓风吹窑直至安全熄灭。
第四十六条 更换窑体全部耐火砖时,先将完全熄灭,待熟料卸出后,鼓风冷却窑壁,然后由上而下拆除耐火砖。
第四十七条 凡是更换下来的废、旧耐火砖,都必须卸出窑外,不得遗留在窑内。
第六章 附 则
第四十八条 在发生“窑喷”的瞬间,为防止炽热气体呼吸道,应屏气,背向机立窑,快速进入安全区,切勿横穿窑门。
第四十九条 若发生“窑喷”事故,应采取正确有效的救护方法,进行抢救和治疗。
第五十条 凡发生“窑喷”事故,应立即报告并保护好现场,积极提供事故发生情况。
第五十一条 本守则未尽事宜,企业可自行完善。
【大直径水泥机立窑厂家】
徐州久通重型机械制造有限公司(安徽天地通重型机械有限公司)是一家专业生产销售水泥建材、化工、矿山、冶金等机械设备及配件的定点厂家,我公司技术力量雄厚,设备先进,检测手段完备;拥有10T、15T大型铸钢电炉多台/套(单件40吨以下),采用先进的光谱仪进行材质自动分析,力学拉力测试,硬度检测,超声波探伤检测及大型正火窑炉确保铸件热处理效果,年生产各种普通碳素钢、合金钢18000余吨;拥有φ2.5m到φ8.0m大型立式车床8台/套,φ2.0m到φ8.0m大型滚齿机 6台/套以及各种刨床、镗床、铣床、钻床等精加工设备近百台/套,可为广大用户提供从产品设计、铸造、加工、装配于一体的一条龙服务。
主营:水泥JT窑、红土镍矿立式烧结机、锰铬矿立式烧结机配件、生产大直径环保机立窑、工业废料焚烧窑炉、医疗废料焚烧窑炉等。
近年来通过公司技术人员的不断技术创新和积极与国内知名科研院所技术合作,不断吸收和借鉴先进技术使产品的各项技术指标在同行业中处于领先位置,产品销往全国各地;部分产品出口塔吉克斯坦、吉尔吉克斯坦、老挝、越南、赞比亚等国家。
我们的产品畅销全国各地,以可靠的产品质量和良好的售后服务,倍受用户的好评,“树天地通品牌,让用户满意”是我们的服务宗旨,“以质量求生存,凭科技促发展”是我们的发展方向,我们竭诚欢迎各水泥建材行业新老朋友来公司考察指导工作,洽谈合作,共创美好明天!